

焊接裂纹是焊接件中最常见的一种严重缺陷。在焊接应力及其他致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面所产生的缝隙。
它具有尖锐的缺口和大的长宽比的特征。裂纹影响焊接件的安全使用,是一种非常危险的工艺缺陷。
焊接裂纹不仅发生于焊接过程中,有的还有一定潜伏期,有的则产生于焊后的再次加热过程中。
焊接裂纹产生的原因有哪些?
焊缝在焊接当中开裂有以下原因:应力、拘束力、刚性、化学成分、焊缝预留的间隙、电流、焊道、母材清洁度等。这些因素都可能是造成焊缝开裂。
虽然焊缝开裂原因很多,但在不同场合是多种因素造成,也有两种或三种因素造成的。但不管几个因素,其中必有一个主要因素。也有各种条件都没有什么影响,只受一个因素造成焊缝开裂。
因此出现焊缝开裂必须首先正确地分析出开裂的主要因素和次要因素,根据造成开裂的主要、次要因素采取相应措施进行解决。
焊接过程形成的焊缝是焊条和母材两者经过电流高温熔化后形成焊缝,是焊条和母材由固体变成液体,高温液体是热胀,冷却变成固体是收缩。由于热胀冷缩,自然使焊接结构产生应力。有些焊接结构本身就存有拘束力和刚性。
焊接过程是由固体变成液体,也就是由固态转变成液态(通常说铁水),再由液态变成固态,也就形成焊缝。液态转变成固态(也就是铁水转变成晶粒)。铁水变成晶粒的过程就是结晶过程。
母材温度低的位置先开始结晶,逐渐向焊缝中间位置伸展,焊缝中间最后结晶。由于热胀冷缩的作用,焊接结构受应力或拘束力或刚性的影响,使母材晶粒连接不到一起,轻者在焊缝中间出现小裂纹,重者在焊缝中间出现明显的裂缝。
即使母材和电焊条的化学成分都好,受焊接结构的拘束力、刚性和焊接过程产生的应力影响,也会出现裂纹或裂缝。
如果母材和电焊条的化学成分不好(碳、硫、磷等偏高);或是焊缝预留间隙太大,母材在焊缝边缘杂质过多,或电流过大,并且焊接速度过快、过慢、焊道过宽等因素会使焊缝开裂情况更要加重。
焊接裂纹的种类及预防措施

焊接裂纹根据其部位、尺寸、形成原因和机理的不同,可以有不同的分类方法。按裂纹形成的条件,可分为热裂纹、冷裂纹、再热裂纹和层状撕裂等四类。
根据焊接工程现场焊缝开裂情况,多数是因为应力、拘束力、刚性造成的。可以说往往是应力、拘束力、刚性为焊缝开裂的主要因素。
解决应力、拘束力、刚性造成焊缝开裂比较有效的办法是:采取固定焊、分散焊。
所谓固定焊即为先将焊件的全部焊缝,或是重要部位焊缝,先采取小电流、窄焊道、短距离焊,全部固定住。这样使焊件不易产生较大应力。
即便在焊件各处都固定住,但也不可在同一位置顺序向前,更不可采取大电流并采用大规格焊条。应换位置焊,不使其局部位置产生过大热量。有拘束力和刚性结构可以采取同样的方法解决。
所谓分散焊,这对大型结构来说决不可在同一位置顺序焊,应当调换位置进行焊接。
对大型结构不仅得先固定焊,再采取分散焊,第一焊道也不可用大电流和大规格焊条。对整体大结构来说全部焊缝自始至终都得分散焊,不然,虽然焊缝不开裂,但残留应力太大。
1
小直径管对接水平固定打底层焊接技术
(1)试件材料:20无缝钢管。
(2)试件规格:60mmx4mm,L =200mm,见图。
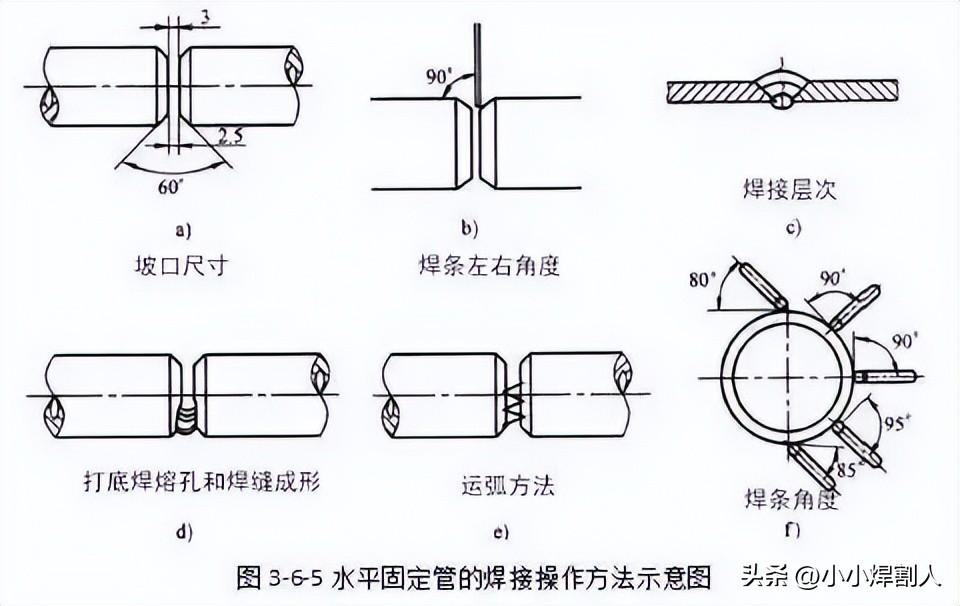
(3)坡口尺寸:60°V形坡口,钝边为0.5-1mm。
(4)焊接材料:E4303或E5015焊条,直径为2.5mm或3.2mm。
(5)焊接要求:单面焊双面成形。
(6)试件装配。

1)修磨钝边为1-1.5mm,无毛刺,错边量<0. 5mm。
2)试件清理。用角向磨光机、锉刀、砂布和钢丝刷等清理坡口正反两面各20mm范围内的油污、水分、氧化物、毛刺和铁锈等,直至露出金属光泽。
3)试件的装配与定位焊。将清理好的试件,对齐找正、留有3-4mm间隙,用正式焊接工艺和焊接材料,在试件坡口内斜平位置(上爬坡)定位焊一处即可,将定位焊点处理成斜坡状并有适当的反变形。
组装后经检查合格后,按焊位和合适的高度将管子固定在操作架上待焊。小径管子对接水平固定焊试件如上图所示。
2
小直径管对接水平固定打底层焊接技术
(1)引弧——连弧焊引弧
用碱性焊条焊接时,在起弧过程中,由于熔渣少、电弧中的保护气体少等原因,使熔池保护效果不好,焊缝极容易出现密集气孔,多为N2气孔。
为了防止这类现象出现,碱性焊条的引弧多采用划擦法。在始焊处时钟6点位置的前方10mm处引弧后,把电弧拉至始焊处,即时钟6点位置进行电弧预热,当发现坡口根部有“出汗”现象时,将焊条向坡口间隙内顶送,听到“噗噗”声后,稍停一下,使钝边每侧熔化1-2mm并形成第一个熔孔,这时引弧工作完成。
碱性焊条需用电流比同直径的酸性焊条要小10%左右。为此,引弧过程中要求焊工手稳、技术高,引弧及回弧动作要快、准。
(2)断弧焊引弧
在时钟6-5点位置,即仰焊位置引弧,用长弧进行预热,当焊条端部出现熔化状态时,用腕力将焊条端部的第一、第二滴熔滴甩掉。
与此同时,观察预热处有“出汗”现象时,迅速而准确地将焊条熔滴送入始焊端间隙,稍做一下左右摆动的同时,焊条向后上方稍微推一下,然后向斜下方带弧、灭弧,第一个熔池就这样形成了,引弧工作结束。
(3)焊条角度
1)起焊点,即时钟5-6点位,焊条与焊接方向管切线的夹角为80-85°。
2)在时钟7-8点位置为仰焊爬坡焊,焊条与焊接方向管切线的夹角为100°-105°。
3)在立焊位置,即时钟9点钟位置,焊条与焊接方向管切线的夹角为90°。
4)在立位爬坡焊位置,即时钟10-11点位置施焊过程中,焊条与焊接方向管切线的夹角为85-90°。
5)在平焊位置,即时钟12点位置焊接时,焊条与焊接方向管切线的夹角为75-80°。
各点位置焊条角度如图3-6-4及3-6-5所示。前半圈与后半圈相对应的焊接位置,焊条角度相同。

3
小直径管对接水平固定盖面层焊接技术

(1)仰焊位置,即时钟6-7点位置,焊条与焊接方向管切线的夹角为85°-90°。
(2)仰位爬坡焊位置,即时钟7-8点位置,焊条与焊接方向管切线的夹角为105°-110°。
(3)立焊位置,即时钟9点钟位置,焊条与焊接方向管切线的夹角为95°。
(4)立位爬坡焊位置,即时钟10-11点位置,焊条与焊接方向管切线的夹角为90°-95°。
(5)平焊位置,即12点钟位置,焊条与焊接方向管切线的夹角为75°-80°。
4
步骤及注意事项
1)熟悉图样、清理坡口表面和修锉钝边。
2)按装配要求组装试件,进行定位焊,并将试件水平固定在焊接支架距地面800-900mm的高度上待焊。
3)从管子仰焊位处引弧起焊,按逆时针先焊右半圈,采用断弧法焊至平焊位。
4)清理焊渣并修磨仰、平焊位接头,成缓坡状。
5)变换焊接位置,焊接左半圈,在仰焊位缓坡状处起头或用电弧切割成缓坡状再起 头,用与右半圈同样的操作方法完成打底层的焊接。
6)清理焊渣及飞溅物,焊接盖面层,仍采用两半圈焊法,施焊时均采用月牙形或横向锯齿形运条法焊接,注意收弧时填满弧坑。
7)焊接后,清理管件内、外焊缝的焊渣和飞溅物,检查正、反两面焊缝。

瓷砖为什么要养生(如何保养和维护瓷砖?)
瓷砖作为一种常见的装修材料,在家庭和公共场所的地面和墙面装饰中被广泛使用。然而,尽管瓷砖具有耐磨、防水等优点,但若缺乏适当的保养和维护,其使用寿命仍会受到影响。本文将详细介绍如何通过日常清洁、污渍处理、防刮措施以及定期检查等方面来延长瓷砖的使用寿命。保持瓷砖表面的日常清洁是至关重要的一步。在日常使用 2025-04-30 14:08:58
金鱼不吃食是什么原因(为什么你的金鱼不吃东西)
金鱼主人都知道,这些鱼喜欢吃东西。金鱼是杂食动物,它们可以并且愿意吃任何适合它们嘴里的可食用物品。由于金鱼热爱食物,如果您的金鱼突然停止进食,尤其是在您提供零食和最喜欢的食物时,可能会非常令人担忧。以下是金鱼停止进食的主要原因以及解决方法。1.水质问题金鱼出现任何问题的主要原因是水质差,这通常是由于 2025-04-30 13:03:53
杜里万多肉为什么贵(你不知道的多肉杜里万)
橘红色的杜里万多肉杜里万介绍:杜里万即是杜里万莲的简称,它原产于墨西哥,是一款非常有名的暗纹系多肉。杜里万的叶片多呈半圆柱状,特别的厚实,叶面带有暗纹,其顶端有较长的叶尖,平常它的叶片颜色为淡绿色或淡白色,在光照充足且温差较大的环境则会变成红色、褐红色或橘红色,十分好看。红色的杜里万杜里万莲究竟有几 2025-04-01 10:36:22
国家为什么拆违建(老旧小区改造为什么要拆除违章搭建?)
在我们身边,老旧小区随处可见。记得小时候的那些日子,邻里之间的欢声笑语、门前的小花小草,都是我们对于家的美好回忆。然而,随着社会的发展,很多老旧小区由于设施老化、环境恶化、功能不全等问题,亟待进行改造。尤其是小区里那些“违章搭建”的建筑,更是在这个过程中成为了一个重要的话题。那么,为什么老旧小区改造 2025-04-01 08:50:04
白鹤芋为什么不开花(白鹤芋不开花别急着扔)
这个网友猜的问题其实正中白鹤芋的弱点,白鹤芋也叫“白掌”,因为开花难而又名“安祖花”。但其实白鹤芋是个好养的植物,只要遵照养花性格,它一定能有自己的美丽绽放。那么白鹤芋经过什么过程才能开花呢?对于网友提出的问题,应该如何回复才算准确呢?关于白鹤芋。白鹤芋又名白掌、安祖花,属于一种天南星科花卉植物,原 2025-04-01 06:57:30
小区为什么要物业(小区为什么离不开物业公司?)
【引言】最近这几年,越来越多业主对物业的服务感到不满,不仅服务差、收费高,那服务态度更是一言难尽,明明自己是花钱买服务可最后服务不满意还要受一肚子的气,为此更是有不少业主嚷嚷着要“取消物业”。可就目前来看绝大多数小区都不具备取消物业的条件,贸然取消到最后难受的可能还是业主自己,毕竟物业服务的专业性、 2025-04-01 05:12:02